-
1 grinding machines
3.1 шлифовальный станок (grinding machines): Станок, предназначенный для обработки деталей посредством абразивных инструментов (шлифовальных кругов)
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Англо-русский словарь нормативно-технической терминологии > grinding machines
-
2 stationary grinding machines
3.2 стационарный шлифовальный станок (stationary grinding machines): Шлифовальный станок, на котором можно выполнять различные операции по шлифовке деталей, установленный стационарно. Примеры приведены в таблице 1.
Таблица 1 - Стационарные шлифовальные станки
Номер пункта таблицы
Рисунок
Тип станка
Способ шлифования
1.1
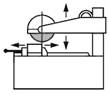
Круглошлифовальный станок
Круглое шлифование
Шлифование наружной поверхности вращающейся детали, закрепленной в центрах или патроне.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.2

Бесцентро-шлифовальный станок
Бесцентровое шлифование
Шлифование наружной поверхности вращающейся детали.
Вращение и перемещение обрабатываемой детали относительно шлифовального круга осуществляется за счет вращения ведущего круга. При этом обрабатываемая деталь опирается на «нож», расположенный между шлифовальным и ведущим кругами
1.3
Внутришлифовальный станок
Внутреннее шлифование
Шлифование внутренней поверхности вращающейся детали.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.4
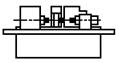
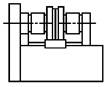
Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоской поверхности обрабатываемой детали. Деталь закреплена на подвижном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.5

Плоскошлифовальный станок с круглым столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.6
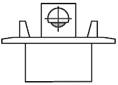
Плоскошлифовальный станок с прямоугольным столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на прямоугольном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.7

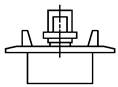
Плоскошлифовальный станок с круглым столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.8
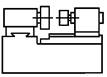
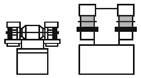
Торцешлифовальный двухсторонний станок с горизонтальным или вертикальным расположением шпинделей шлифовального круга
Плоское шлифование торцом круга одновременно с двух сторон
Шлифование обрабатываемой детали при прохождении ее между торцами двух шлифовальных кругов, в большинстве случаев сегментных
1.9

Заточный станок
Периферийное или торцевое шлифование
Шлифование или переточка режущих поверхностей лезвийного инструмента (детали).
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.10

Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.11

Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется вручную
1.12
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.13
Точильно-шлифовальный станок
Шлифование периферией круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента периферией шлифовального круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.14

Точильно-шлифовальный станок
Шлифование торцом круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента торцом круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.15
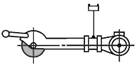
Обдирочно-шлифовальный подвесной станок
Шлифование периферией круга/отрезка дисковым кругом
Шлифование поверхности обрабатываемой детали или отрезка с использованием периферии шлифовального круга. Деталь неподвижна за счет жесткого крепления или под действием собственной массы.
Станок со шлифовальным кругом перемещается вручную относительно обрабатываемой детали
1.16
Шлифовальный станок для силового шлифования
Плоское шлифование
Силовое шлифование, при котором деталь закрепляется на столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Англо-русский словарь нормативно-технической терминологии > stationary grinding machines
-
3 automatic sizing precision grinding machines
Универсальный англо-русский словарь > automatic sizing precision grinding machines
-
4 cylinder grinding machines
The English-Russian dictionary of the Pulp and Paper Industry > cylinder grinding machines
-
5 knife grinding machines
The English-Russian dictionary of the Pulp and Paper Industry > knife grinding machines
-
6 roll grinding machines
The English-Russian dictionary of the Pulp and Paper Industry > roll grinding machines
-
7 planing, milling, tenoning, grinding, polishing, drilling, grooving and slotting machines
Общая лексика: строгальные, фрезерные, шипорезные, шлифовальные, полировальные, сверлильные, пазовальные и долбёжные станкиУниверсальный англо-русский словарь > planing, milling, tenoning, grinding, polishing, drilling, grooving and slotting machines
-
8 screen
(grinding machines) Schutzfenster -
9 screen
(grinding machines) pantalla protectora -
10 screen
(grinding machines) защитный экран -
11 screen
(grinding machines) защитный экран -
12 screen
(grinding machines) écran fixe, écran protecteur -
13 Heald, James Nichols
SUBJECT AREA: Mechanical, pneumatic and hydraulic engineering[br]b. 21 September 1864 Barre, Massachusetts, USAd. 7 May 1931 Worcester, Massachusetts, USA[br]American mechanical engineer and machine-tool manufacturer who concentrated on grinding machines.[br]James N.Heald was the son of Leander S.Heald and was educated at the Worcester Polytechnic Institute, graduating with the degree of Bachelor of Science in 1884. He then joined the firm that had been established by his grandfather, Stephen Heald, in 1826; this was a machine shop and foundry then known as S.Heald \& Son. When his grandfather died in 1888, James Heald took over the management of the business, which then became known as L.S.Heald \& Son. He concentrated on the manufacture of grinding machines and in 1903 bought out his father's interest and organized the Heald Machine Company. James Heald then began the development of a series of grinding machines designed to meet the needs of the expanding automobile industry. Special machines were produced for grinding piston rings making use of the recently invented magnetic chuck, and for cylinder bores he introduced the planetary grinder. Heald was a member of the National Machine Tool Builders' Association and served as its Treasurer and on its Board of Directors. He was elected a member of the American Society of Mechanical Engineers in 1917 and was also a member of the Society of Automotive Engineers.[br]Further ReadingRobert S.Woodbury, 1959, History of the Grinding Machine, Cambridge, Mass (describes his grinding machines).L.T.C.Rolt, 1965, Tools for the Job, London; repub. 1986 (describes his grinding machines).RTS -
14 Norton, Charles Hotchkiss
SUBJECT AREA: Mechanical, pneumatic and hydraulic engineering[br]b. 23 November 1851 Plainville, Connecticut, USAd. 27 October 1942 Plainville, Connecticut, USA[br]American mechanical engineer and machine-tool designer.[br]After an elementary education at the public schools of Plainville and Thomaston, Connecticut, Charles H.Norton started work in 1866 at the Seth Thomas Clock Company in Thomaston. He was soon promoted to machinist, and further progress led to his successive appointments as Foreman, Superintendent of Machinery and Manager of the department making tower clocks. He designed many public clocks.In 1886 he obtained a position as Assistant Engineer with the Brown \& Sharpe Manufacturing Company at Providence, Rhode Island, and was engaged in redesigning their universal grinding machine to give it more rigidity and make it more suitable for use as a production machine. In 1890 he left to become a partner in a newly established firm, Leland, Faulconer \& Norton Company at Detroit, Michigan, designing and building machine tools. He withdrew from this firm in 1895 and practised as a consulting mechanical engineer for a short time before returning to Brown \& Sharpe in 1896. There he designed a grinding machine incorporating larger and wider grinding wheels so that heavier cuts could be made to meet the needs of the mass-production industries, especially the automobile industry. This required a heavier and more rigid machine and greater power, but these ideas were not welcomed at Brown \& Sharpe and in 1900 Norton left to found the Norton Grinding Company in Worcester, Massachusetts. Here he was able to develop heavy-production grinding machines, including special machines for grinding crank-shafts and camshafts for the automobile industry.In setting up the Norton Grinding Company, Charles H.Norton received financial support from members of the Norton Emery Wheel Company (also of Worcester and known after 1906 as the Norton Company), but he was not related to the founder of that company. The two firms were completely independent until 1919 when they were merged. From that time Charles H.Norton served as Chief Engineer of the machinery division of the Norton Company, until 1934 when he became their Consulting Engineer.[br]Principal Honours and DistinctionsCity of Philadelphia, John Scott Medal 1925.BibliographyNorton was granted more than one hundred patents and was author of Principles of Cylindrical Grinding, 1917, 1921, Worcester, Mass.Further ReadingRobert S.Woodbury, 1959, History of the Grinding Machine, Cambridge, Mass, (contains biographical information and details of the machines designed by Norton).RTSBiographical history of technology > Norton, Charles Hotchkiss
-
15 Renold, Hans
SUBJECT AREA: Mechanical, pneumatic and hydraulic engineering[br]b. 31 July 1852 Aarau, Switzerlandd. 2 May 1943 Grange-over-Sands, Lancashire, England[br]Swiss (naturalized British 1881) mechanical engineer, inventor and pioneer of the precision chain industry.[br]Hans Renold was educated at the cantonal school of his native town and at the Polytechnic in Zurich. He worked in two or three small workshops during the polytechnic vacations and served an apprenticeship of eighteen months in an engineering works at Neuchâtel, Switzerland. After a short period of military service he found employment as a draughtsman in an engineering firm at Saint-Denis, near Paris, from 1871 to 1873. In 1873 Renold moved first to London and then to Manchester as a draughtsman and inspector with a firm of machinery exporters. From 1877 to 1879 he was a partner in his own firm of machine exporters. In 1879 he purchased a small firm in Salford making chain for the textile industry. At about this time J.K.Starley introduced the "safety" bicycle, which, however, lacked a satisfactory drive chain. Renold met this need with the invention of the bush roller chain, which he patented in 1880. The new chain formed the basis of the precision chain industry: the business expanded and new premises were acquired in Brook Street, Manchester, in 1881. In the same year Renold became a naturalized British subject.Continued expansion of the business necessitated the opening of a new factory in Brook Street in 1889. The factory was extended in 1895, but by 1906 more accommodation was needed and a site of 11 ½ acres was acquired in the Manchester suburb of Burnage: the move to the new building was finally completed in 1914. Over the years, further developments in the techniques of chain manufacture were made, including the invention in 1895 of the inverted tooth or silent chain. Renold made his first visit to America in 1891 to study machine-tool developments and designed for his own works special machine tools, including centreless grinding machines for dealing with wire rods up to 10 ft (3 m) in length.The business was established as a private limited company in 1903 and merged with the Coventry Chain Company Ltd in 1930. Good industrial relations were always of concern to Renold and he established a 48-hour week as early as 1896, in which year a works canteen was opened. Joint consultation with shop stewards date2 from 1917. Renold was elected a Member of the Institution of Mechanical Engineers in 1902 and in 1917 he was made a magistrate of the City of Manchester.[br]Principal Honours and DistinctionsHonorary DSc University of Manchester 1940.Further ReadingBasil H.Tripp, 1956, Renold Chains: A History of the Company and the Rise of the Precision Chain Industry 1879–1955, London.J.J.Guest, 1915, Grinding Machinery, London, pp. 289, 380 (describes grinding machines developed by Renold).RTS -
16 шлифовальный станок
шлифовальный станок
Станок, предназначенный для шлифования поверхности слоистой клееной древесины.
[ ГОСТ 15814-70]Тематики
- оборуд. для производства слоистой древесины
EN
DE
FR
3.1 шлифовальный станок (grinding machines): Станок, предназначенный для обработки деталей посредством абразивных инструментов (шлифовальных кругов)
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > шлифовальный станок
-
17 стационарный шлифовальный станок
3.2 стационарный шлифовальный станок (stationary grinding machines): Шлифовальный станок, на котором можно выполнять различные операции по шлифовке деталей, установленный стационарно. Примеры приведены в таблице 1.
Таблица 1 - Стационарные шлифовальные станки
Номер пункта таблицы
Рисунок
Тип станка
Способ шлифования
1.1
Круглошлифовальный станок
Круглое шлифование
Шлифование наружной поверхности вращающейся детали, закрепленной в центрах или патроне.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.2
Бесцентро-шлифовальный станок
Бесцентровое шлифование
Шлифование наружной поверхности вращающейся детали.
Вращение и перемещение обрабатываемой детали относительно шлифовального круга осуществляется за счет вращения ведущего круга. При этом обрабатываемая деталь опирается на «нож», расположенный между шлифовальным и ведущим кругами
1.3
Внутришлифовальный станок
Внутреннее шлифование
Шлифование внутренней поверхности вращающейся детали.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.4
Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоской поверхности обрабатываемой детали. Деталь закреплена на подвижном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.5
Плоскошлифовальный станок с круглым столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.6
Плоскошлифовальный станок с прямоугольным столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на прямоугольном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.7
Плоскошлифовальный станок с круглым столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.8
Торцешлифовальный двухсторонний станок с горизонтальным или вертикальным расположением шпинделей шлифовального круга
Плоское шлифование торцом круга одновременно с двух сторон
Шлифование обрабатываемой детали при прохождении ее между торцами двух шлифовальных кругов, в большинстве случаев сегментных
1.9
Заточный станок
Периферийное или торцевое шлифование
Шлифование или переточка режущих поверхностей лезвийного инструмента (детали).
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.10
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.11
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется вручную
1.12
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.13
Точильно-шлифовальный станок
Шлифование периферией круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента периферией шлифовального круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.14
Точильно-шлифовальный станок
Шлифование торцом круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента торцом круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.15
Обдирочно-шлифовальный подвесной станок
Шлифование периферией круга/отрезка дисковым кругом
Шлифование поверхности обрабатываемой детали или отрезка с использованием периферии шлифовального круга. Деталь неподвижна за счет жесткого крепления или под действием собственной массы.
Станок со шлифовальным кругом перемещается вручную относительно обрабатываемой детали
1.16
Шлифовальный станок для силового шлифования
Плоское шлифование
Силовое шлифование, при котором деталь закрепляется на столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > стационарный шлифовальный станок
-
18 ручная наладка и регулировка
Ручная наладка и регулировка-- Almost all present grinding machines require manual setup and adjustment based on preliminary grinding.Русско-английский научно-технический словарь переводчика > ручная наладка и регулировка
-
19 окончательная отделка поверхности
•External surfaces are finished on plunge grinding machines.
Русско-английский научно-технический словарь переводчика > окончательная отделка поверхности
-
20 прецизионные шлифовальные станки, работающие с автоматическим контролем размеров изделий
Универсальный русско-английский словарь > прецизионные шлифовальные станки, работающие с автоматическим контролем размеров изделий
См. также в других словарях:
Grinding wheel — Grinding wheels A grinding wheel is an expendab … Wikipedia
Grinding (abrasive cutting) — Sketch of how abrasive particles in a grinding wheel remove material from a workpiece. Grinding is an abrasive machining process that uses a grinding wheel as the cutting tool. A wide variety of machines are used for grinding: Hand cranked knife… … Wikipedia
Grinding machine — A grinding machine is a machine tool used for producing very fine finishes or making very light cuts, using an abrasive wheel as the cutting device. This wheel can be made up of various sizes and types of stones, diamonds or of inorganic… … Wikipedia
grinding machine — Machine tool that uses a rotating abrasive grinding wheel to change the shape or dimensions of a hard, usually metallic, workpiece. Grinding is the most accurate of all the basic machining processes. All grinding machines use a wheel made from… … Universalium
grinding mill — noun 1. : any of various machines for grinding (as of grain or sugarcane) or for dressing by grinding (as of metal parts) 2. : a lapidary s lathe … Useful english dictionary
Belt grinding — is a machining method to process metals and other materials, with the aid of coated abrasives. The basic difference between belt grinders and belt sanders is the material being machined. Sanding is the machining of wood, grinding is the common… … Wikipedia
Mill (grinding) — Mill A tabletop hammer mill Other names Grinding mill Uses Grinding Related items Mortar and pestle Expeller Extruder A grinding mill is … Wikipedia
Surface grinding — is used to produce a smooth finish on flat surfaces. It is a widely used abrasive machining process in which a spinning wheel covered in rough particles (grinding wheel) cuts chips of metallic or non metallic substance from a workpiece, making a… … Wikipedia
Bridgeport Machines, Inc. — Bridgeport Machines, Inc. manufactures machine tools used in the machining industries.The original corporation was created in 1938 in Bridgeport, Connecticut. It became famous in the following decades for its small and medium sized vertical… … Wikipedia
machine tool — machine tooled, adj. a power operated machine, as a lathe, used for general cutting and shaping of metal and other substances. [1860 65] * * * Stationary, power driven machine used to cut, shape, or form materials such as metal and wood. Machine… … Universalium
Churchill Machine Tool Company — The Churchill Machine Tool Company Limited Type Machine Tool Manufacturer Industry Engineering Fate Taken over, liquidated … Wikipedia